


Residual Life Assessment (RLA) of equipment / Plant is the quantitative evaluation of the interaction of all the operation loads which could be steady as well as transient in nature resulting into corresponding stresses/strains (static/dynamic) and the material defects/degradation under the operating environment (high temperature, abrasive, corrosive etc.) This quantitative evaluation results into assessment of the remnant life of equipment under given operating conditions and material integrity. This assessment also helps in identifying the components of the equipment/plant to be repaired / replaced and their timing.
Life assessment aims at finding suitability of the component for further services under given operating conditions. This is best judged by ascertaining (a) the operational integrity of the equipment prior to shut down and (b) structural integrity of the components during shut down. Operational Integrity Analysis involves Evaluation of present performance and Analysis of past operations, failures, maintenance. Structural Integrity Analysis involves Design audit stress/vibration analysis and detailed examination of NDT, modal analysis. This coupled with analysis data of past operations/failures/problems encountered and strength calculation for the given structural integrity of the component, gives an idea of the remnant life, repairs and replacements to be undertaken and the their timing etc.
Assessing the condition and remaining life of power plant components operating at high temperatures and at high stresses is necessary to optimize inspection and maintenance schedules, to make RUN, REPAIR, REPLACE decisions and to avoid unplanned outages. While two different approaches are available for Residual Life Assessment of Power Plant components, one using data analysis based on operational history and the other based on periodic examination of critical components, the latter method is widely adopted as it is more accurate since it does not rely on standard material data with their associated uncertainties and does not necessarily require knowledge of the operational stress-temperature data.
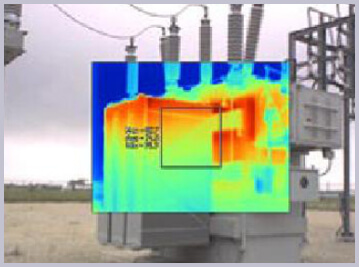
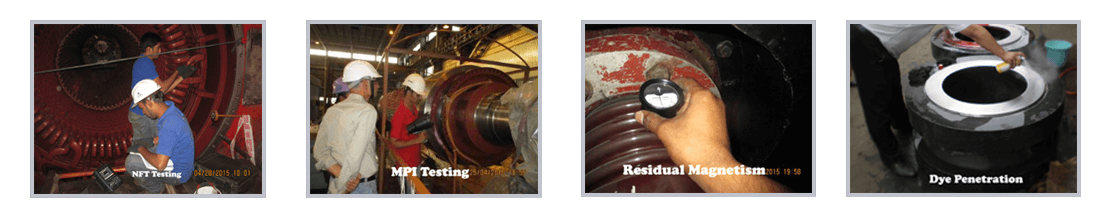
Various NDT techniques for detection of cracks, effects of corrosion / erosion etc. in addition to commonly adopted techniques such as Ultrasonic thickness gauging, Ultrasonic flaw detection, Penetrant testing, Fluorescent magnetic particle testing, Specialized techniques such as assessment of hydrogen damage by Ultrasonic, measurement of steam side oxide scale by in-situ ultrasonic, bore sonic inspection of rotors, eddy current examination of rotor blades and root, video probe examination of critical components are employed.
Metallurgical tests such as in-situ metallography using replica method, in-situ chemical analysis by metal spectroscope / X-ray fluorescence method, in-situ hardness measurement etc.
Sampling of component specimens for detailed laboratory analysis. This paper deals with the periodic inspection approach adopted by Industrial Quality Concepts for Residual Life Assessment of power plant components
Global privatization, and the economic demands of the competitive market, is forcing power plant owners to examine operational efficiency and outage times. Privatization has also encouraged development of gas turbines. Gas turbines typically require maintenance every two years, and owners must closely evaluate turbine outage times. Swift and efficient bolt removal is vital. Both break out and box up times for the turbine are critical, and operators have to optimize these.
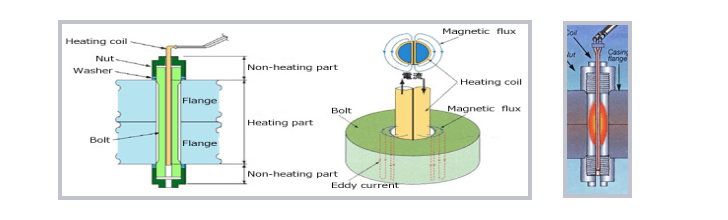
Induction heating, which was first introduced in the USA by Manning’s, exposes the conductive bolt material to an alternating magnetic flux, via an electric wand, causing heat to be generated within the bolt. When exposed to an alternating magnetic flux, eddy currents are set up in the bolt. The flow of these eddy currents through a conductive mass dissipates as heat, according to the I2R law. Induction heating is faster and more accurate for thermally stretching bolts than conventional heating.
This proven method reduces outage time by days, the process minimizes safety concerns associated with the forceful removal of nuts with sledgehammers and slugging wrenches.
Shortens the heating time, and significantly reduces the working hours for bolt tightening and relaxation.
Less thermal expansion of flange due to rapid heating and highly precise clamping.
Easy to operate and only the bolt is extended, so it can be tightened and untightened with little force.
It can be applied to the existing bolts.
© 2020 Powertest Asia Pvt. Ltd. All rights reserved